| Dim_oon | Дата: Воскресенье, 31-Мар-2019, 16:48:08 | Сообщение # 1 |
 Меня любят на дорогах
Группа: Администраторы
Сообщений: 753
Репутация: 6
Статус: Оффлайн Я тут с 22-Апр-2013
| Всем привет!
Решил поделиться своим приобретенным опытом по ремонту трехцилиндровых моторов AWY,AZQ,BME,BMD.
Все началось с того,что год назад проскочила цепь на моем Volkswagen Polo,зимой,в 25 градусный мороз.
После разборки мотора долго пытался понять почему так получилось,почему проскочила цепь,в следствии чего самое главное?!Оказалось не все так просто.Сразу развею мифы о том,что срывает звезду распредвала,она прокручивается,такое только возможно если не дотянут с нужным моментом болт звезды распредвала.Конструкция системы ГРМ такова,что мотор "крутит" по часовой стрелке,и болт затягивает по часовой стрелке-отсюда если болт затянут "хорошо"-то звезда садиться "на клина",хочу напомнить,что фиксации распредвала нет,ни на 2 вальном,ни на 1-вальном моторе.
Симптомами умирания мотора были:
1)Горела лампочка давления масла
2)Мотор не "тянул" как следует,приемистость автомобиля не радовала(нет давления масла,гидрокомпенсаторы не накачиваются как следует->маленький ход у клапанов->не наполнение цилиндра нужным количеством смеси)
3)Старые вкладыши шатунные,и коренные(пошарпанные,протертые),после первого ремонта мотора решил оставить старые.Хотя их ставить было категорически нельзя.
4)Свечи "закидывало" маслом
5)Масло подливал сразу с бензином на заправке(как в мотоцикл прям) жор был 1 литр на 100 км
6)Низкая компрессия 1 цил-6 атм,2 цил- 9,3 цил-9.Низкая компрессия в следствии износа поршневых колец и эллипса цилиндра(НМТ 76.51,ВМТ 76.70)
7)Невозможность завестись на "холодную".Грешил сначала на топливный насос,мол не вырабатывает нужного давления.Оказалось что нет давления масла.Гидрики не накачивались.
Если кто решится делать капитальный ремонт или неполный капитальный(замена поршневых колец,прокладок,вкладышей) сразу говорю:Если делать-то делать на совесть ремонт,как для себя,независимо от того,чья эта машина,своя или чужая,этот мотор очень привередлив к ремонту,качеству запчастей и нужных моментов.Если что-то где-то не принять во внимание-будет дорого стоить дальнейший ремонт,халатность не прощается.Сумму которую предстоит затратить на ремонт может коле...ся от 5 тысяч рублей до 70 тысяч(мой случай).Я решил сделать полный,самый полный капитальный ремонт,затронув все детали в двигателе:начиная от коленчатого вала,заканчивая сухарями для клапанов.Полным ихним осмотром,замером,проверками и дальнейшей установкой полностью технически исправной запчасти в двигатель.
Мне часто задают вопросы организационные,приведу примеры и ответы на них,чтобы было проще в дальнейшем
1.Надо ли разбирать весь двигатель чтобы вытащить поршня-Надо!
2.Чтобы заменить поршневые кольца,снимать ли мотор с автомобиля,или из под капота можно?-Снимать мотор,разбирать,до крышек шатунов снизу,сняв поддон не доберешься,особенно до 3-его цилиндра
3.Какую фирму запчастей лучше выбрать?!-Оригинал
4.Что нужно сделать после замены направляющих втулок?-Заменили втулки,развернуть их внутренний диаметр до размера чтобы для впуска было 0.03 мм,выпуска 0.04 мм,развернуть седла,седла маленькие,возможно,даже зачастую понадобиться координатный станок расточной,который развернет седла под нужный угол
5.Как точиться мотор?-Плохо точится,зачастую приходится такие цилиндры гильзовать.Никасиловое покрытие стенок цилиндров.Гильза крошится при расточке.Существует два вида поршней.Стандартые и ремонтные(+0.50мм)
6.Могу ли я выставить фазы ГРМ не снимая мотор?-Конечно!только нужны преспособления для фиксации коленвала,распредвала(ов) и устройство для натяжения цепи(ручка,которая зацепляет звезду распредвала)
7.Какой герметик использовать для крышек,поддона и прочего?-В этом я не силен,от ребят с других автофорумов слышал что Виктор Рейнц хорошо хватят,не желательно АБРО и дешевые использовать.Так как двигатель подвергается высоким температурам и воздействию масла.Герметик должен быть хорошим и дорогим.
8.Куда вставлять приспособления для выставления фаз ГРМ?-Покажу все в фотографиях с описанием.
Нижняя часть двигателя состоит из 4 основых частей:
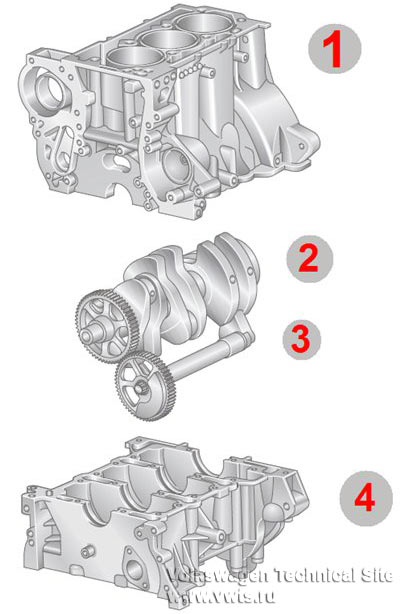
1)блок цилиндров
2)коленчатый вал
3)Балансировочный вал
4)Нижняя постель коленчатого вала
У одновальных моторов(6V),и у двухвальных(12V)-они идентичны.Конструктивно одинаковы.
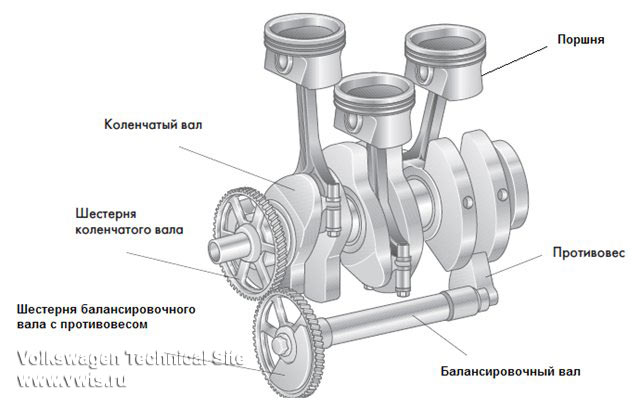
Конструкция Кривошипно-Шатунного Механизма(КШМ далее)
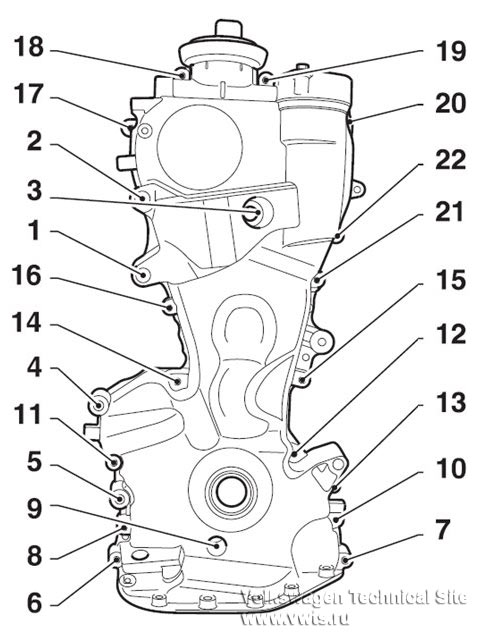
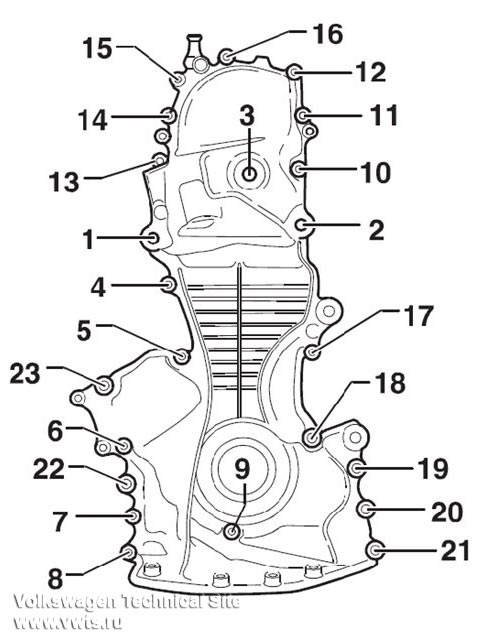
Снятие передней крышки двигателя(крышка фаз газораспределения)
Сделаю с фотографиями где находятся болты,ибо в свое время мучался я чтобы ее снять, потайные болты (где коленчатый вал)забился грязью и не видно было отверстия.А с схемой будет проще на месте разобраться-распечатал и нашел все.
Крышка прикручивается болтами с внутренним шестигранником на 5 мм,и два болта звездочка Торкс) где помпа. Удобно работать с трещоткой и удлинителем.Можно пшикнуть WD-40 на болты,прежде чем откручивать.Болты мягкие,часто срываются внутренний шестигранник,слизываются грани,так что аккуратнее,иначе будете мучатся.
Передняя крышка двухвального мотора
Передняя крышка одновального мотора
Кривошипно-шатунный механизм
6 клапанный мотор
Поршня на моторы с одним распредвалом имеют 2 типоразмеров,стандартные и ремонтные(хотя блок крайне плохо точится,если только хоном выводить по ремонтный размер,гильза при расточке крошится,покрытие никасиловое)
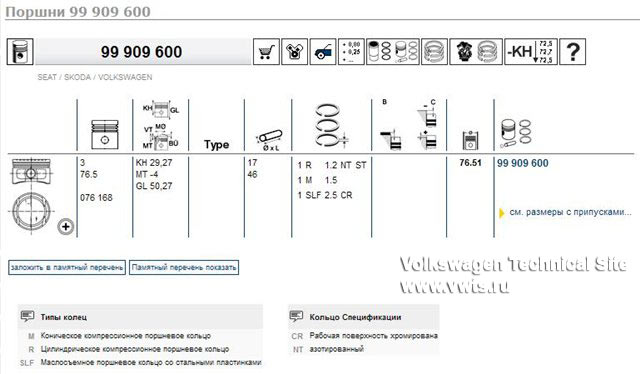
Стандартный поршень(комплект состоит из поршня,пальца,трех колец стопорных(1 запасное),поршневых колец).Производитель Кольбеншмидт
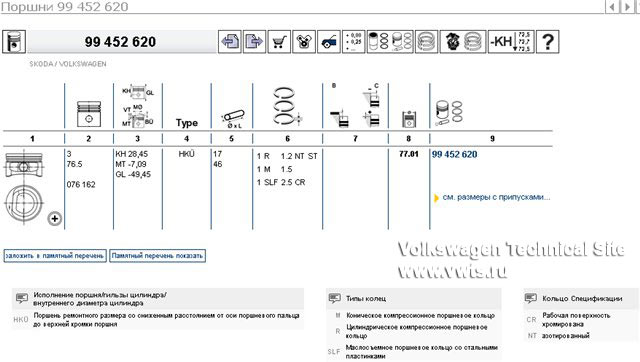
Ремонтный (+0.50мм)
Вообще я как делал,чтобы побороть эллепс цилиндра,я его загильзовал под стандартные поршня,так как выводить хоном под другие у меня не было смысла,задир на стенке цилиндра(зеркало) было очень жестким...
12 клапанный мотор
Поршня для двухвальный 12 клапанных моторов уже другие по конструкции,и сильно отличаются от 6 клапанного мотора,на двухвальных присутствуют выемки под поршня,но не стоит радоваться,клапана так же загибает с радостьб,что на 6 клапанке,что на 12 клапаном,увы...такова конструкция мотора...
Стандартные поршня
Ремонтные поршня(+0.50 мм)
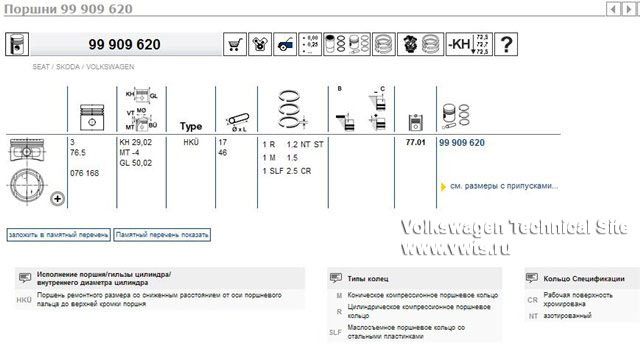
Все поршня оригинал ставить от Кольбеншмидт,заменители от Мале и прочих фирм-не те,вообще не те поршня приходят.Наверно ошибка по всем каталогам..мол можно замену сделать...ничего подобного!Только оригинал!
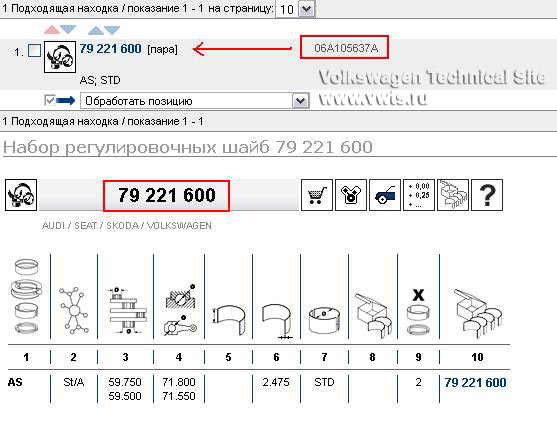
Полукольца упорные коленвала("полумесяц")
На наших моторах устанавливаются универсальные упорные полукольца,которые стоят зачастую на многих моторах немецкого автоконцерна
Старый номер на полукольце заменен на новый,полукольца от фирмы Кольбеншмидт-оригинал
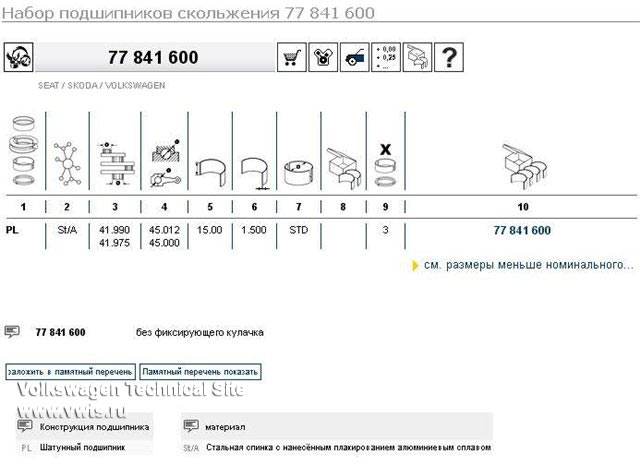
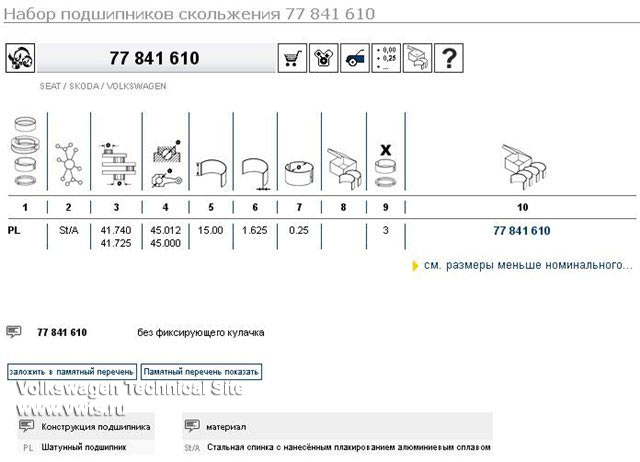
Вкладыши шатунные
Вкладыши шатунные есть двух размеров,они без замка,фиксируются за счет "посадки",или натяга как говорят,они бывают стандартные(STD) и ремонтные(+0.25мм)
Стандартные 77841600 (STD)
Ремонтные 77841610 (+0.25 мм)
Коренные вкладыши-ставят только на заводе,ни где заказать нельзя,кто попал на ремонт по причине маслянного голодания вынужденны ставить старые вкладыши,подвергаясь тому,что мотор скоро опять умрет,но выход я нашел.Вкладыши по моим размерам сделали,сделали их ремонтными,расчеты велись к тому,чтобы подогнать их под ремонтные размеры,для этого промерял вал,постели коленчатого вала,расчеты делал,зазоры под маслянную пленку.Отдавал чертежи на завод за границей,отсылал им вернее,и там уже целая эпопея был с ними.Начиная от согласования с конструкторским бюро,изготовлением.оплатой их,потом отправка их в Россию.Делали их в Европе.Наверно наркотики проще провезти через границу,чем в Россию посылку отправить из-за границы почтой.
Вот коренные вкладыши +0.25 мм,которые мне прислали,качество изумительное.








Блок цилиндров аллюминиевый,сплав,стенки цилиндров с никасиловым покрытием,придающее стенкам твердость и жесткость.Расстояние между цилиндрами 5.5 мм.Диаметр цилиндра 76.51 мм.
Как лучше подойти к вопросу "Гильзовать или нет?!"
Ответ:Гильзование-выход уже последний,если не удается расточить по ремонтный размер,то придется гильзовать,наш мотор,трехцилиндровый,зачастую приходится гильзовать,ибо расточники исплюются все,когда будут выводить хоном стенки цилиндров.
Хонингование это окончательная обработка поверхности с помощью специальных инструментов. Хонингование стали применять при ремонте двигателей внутреннего сгорания. В процессе эксплуатации двигатель сильно изнашивается и теряет свою первоначальную форму. Это, в главной степени, относиться к цилиндрам двигателя. Если они изначально были круглыми, то со временем они принимают овальную форму (эффект конусности). Также на стенках цилиндров двигателя образуются задиры и царапины. Все эти причины ведут только к одному - к капитальному ремонту двигателя. При "капиталке" специалисты растачивают цилиндры до первого ремонтного размера. Но чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование. Хонингование цилиндров двигателя - это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает большей точностью и большей эффективностью.
Мероприятия которые надо сделать перед гильзовкой,все данные записываются и потом высчитываются
Зазор между стенкой цилиндра и поршнем должен быть 0.035 мм
1)Отмыть поршни от нагар и грязи,записать и пометь где какой поршень стоял,в каком цилиндре
2)Микрометром (75-100) промерить поршень в области юбки
3)записать данные всех поршней на листочке
4)Настроить нутромер на размер 76.51 мм и произмести замер цилиндров в трех поясах на всех уровнях
5)записать для каждого цилиндра данные
6)берем калькулятор и высчитываем
Диаметр цилиндра-диаметр поршня=зазор между нами,если больше 0.045 мм то уже капиталка
Выше я писал что бывает два вида поршней,ремонтные и стандартные
Если брать ремонтные поршня,что цилиндр будет 77.01 мм,если стандартный то 76.51 мм,везде зазор должен быть 0.035 мм,0.045 это уже очень плохо.
Пример:стуканул мотор,пробило поршень,стенку цилиндра поцарапало сильно-гильзовка,если нет-промерка цилиндра-подсчеты,новый поршень и кольца,если все в допуски укладывается,если нет-хонингование под ремонт с расточкой(как пойдет,может и не получится).
Мой пример:разбило в щепки третий цилиндр,задрало пальцем стенку -гильзовать,расточники сказали что не уберется это расточкой,только гильзовка
Мои подсчеты свелись к тому,что стенка цилиндра должна быть не менее 2 мм,растояние между цилиндрами 5.5 мм,1.5 мм между гильзами будет-вполне достаточно.чтобы жесткость блока не ушла.
Начались поиски гильзы,подходящего размера...в итоге не нашел импортных,решил гильзовать ВАЗовскими,от классики,на диаметр 76.00 мм..
Внутренний диаметр гильзы 75.50мм
Наружний диаметр 80.00мм
Сначала по внешнему диаметру обтачивают гильзу,прессуют ее,дают остыть блоку(его нагревают) и потом уже внутренний диаметр растачивают под 76.510 мм,в итоге имеем зазор между поршнем(новым) и стенкой цилиндра заветные 0.035 мм


после гильзования







Вроде бы все: Гильзы от ВАЗ 2101-07 на диаметр 76.00 мм, цена примерно 250 рублей за штуку
Гильзовка с последуюшей шлифовкой поверхности блока сверху порядка 3000 рублей
Итого:примерно 5 тысяч рублей+допол. расходы на дорогу и тп+мойка мотора
Хочу рассмотреть еще один нюанс.
"Подкидывание поршневых колец"
Это как выход:если машина идет на продажу с плохим мотором(опять же делать надо на совесть,просто так ничего не подкинешь и не поставишь).
Допустим:пробег автомобиля 80 000 км,упала компрессия,машина "не тянет",тупит,свечи закидывает маслом,двоит мотор(так как 3 цилиндра,баланс.вал не в счет).Что делают люди:расскидывают мотор,ставят новые поршневые кольца,собирают мотор,заводят,1-2 тысяч км и опять старая песня...Вывод:неправильно подошли к вопросу ремонта.
Для ремонта нам понадобится:
1)щупы наборные
2)оправка поршневых колец(для осаживания поршней в цилиндры,не путать с щипцами для снятия колец поршневых)
3)Микрометр 75-100мм
4)Нутромер 50-100 мм
5)Калькулятор,листочек,ручка.
Начинаем:
Разложили мотор по порядку все,чтобы ничего не перепутать,обязательно пометили поршни,можно маркером,или гвоздиком на нагаре немного нацарапать(не сильно!).Вкладыши в сторону отложили(пометили,где какие стояли,чтобы не перепутать).
1)Отмываем поршни(можно все,можно "юбку"),промеряем микрометром-записываем,и так каждый поршень.
2)Берем нутромер,настраиваем его на 76.51 мм,промеряем цилиндр в трех положениях,на всем уровне хода поршня(86.9 мм)
3)Берем кулькулятор,высчитываем зазор между цилиндром и порнем,записываем на каждый цилиндр свои данные,смотрим эталон зазора,он равен 0.035 мм,максимальный зазор 0.045 мм.Все что выше 0.045 мм-менять поршень обязательно,иначе будут стуки,и разобьет поршень.
4)Если все в допуске-берем новые поршевые кольца,рекомендую Кольбеншмидт,маслосъемное кольца там наборное(2 пластины и расширитель),вставляем в цилиндр,дном поршня проталкиваем его на 30-40 мм
5)берем щуп и промеряем зазор в замке колец,он должен быть не менее 0.45мм ,и не более 1 мм.И так для всех колец и маслосъемных и компрессионных.
6)Так же проверяем зазоры между кольцами и поршневыми канавками.(Эталон попозже дополню,как литературу подберу подходящую)
7)если зазоры нормальные собираем поршневую группу,собираем мотор,заводим-радуемся.Обязательно обкатываем мотор,кольца новые,притираться обязательно должны к стенкам цилиндра.Нагрузки сильные не давать.
Если зазор больше положенного 0.035-0.045 мм,то,промеряем цилиндр(данные есть)отнимаем от него диаметр нового поршня,а он у нас будет равен 76.475 мм.Если при подсчетах у нас получается,что зазор опять выходит из допуска-то мотор либо отдавать на расточку под ремонт 77.01 мм,либо гильзовать.Если зазор в пределах нормы-ставим новые поршня,кольца,собираем мотор,заводим,радуемся.
Казалось бы,нет ничего сложного,если подкинуть кольца и собрать,а нет,тут бывает что подойти к этому вопросу сложнее,чем просто расточить мотор.Подкидывание колец не решает на долго проблему.Эллипс цилиндра(из-за износа) все равно рано или поздно даст о себе знать(упадет компрессия,жор масла)
(как "работают" поршневые кольца в цилиндре с эллипсом)
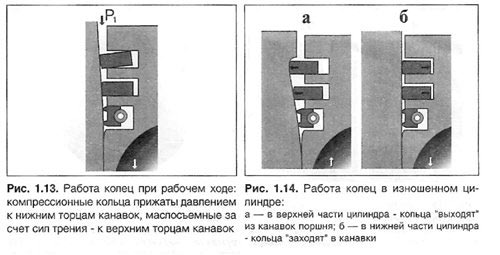
Ставить новые кольца в "убитый" цилиндр нецелесобразно,если в нем присутствуем эллипс.
Обязательно перед заменой колец-промерять цилиндры нутромером(если нет своего,отвезите мотор в расточной цех,и там все сделают)
Подбор поршня к цилиндру(идентичен как для 1 вального,так и для двухвального мотора),отличаются только номера запчастей.
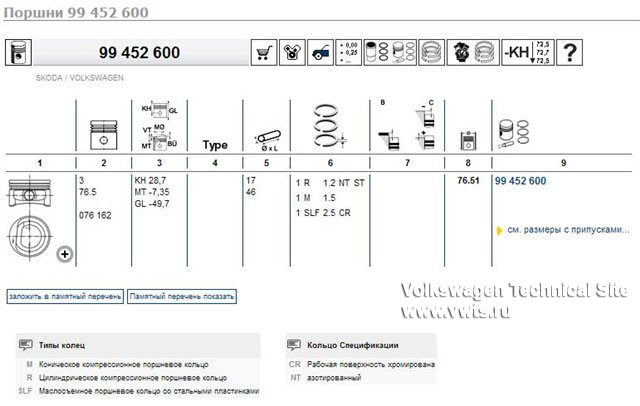
Купил поршни для своего мотора(AWY),фирма поршней Kolbenschmidt,каталожный номер 99452600,размеры STD,тоесть то,что стоит изначально с завода,данные поршня ставить рекомендуется когда будет гильзоваться блок под стандартные поршни,так как расточить цилиндры под ремонт не получается.
В комплекте с поршнем идет палец,кольца поршневые,кольца стопорные(3 шт),никаких инструкций по установке нет.
Размеры поршней
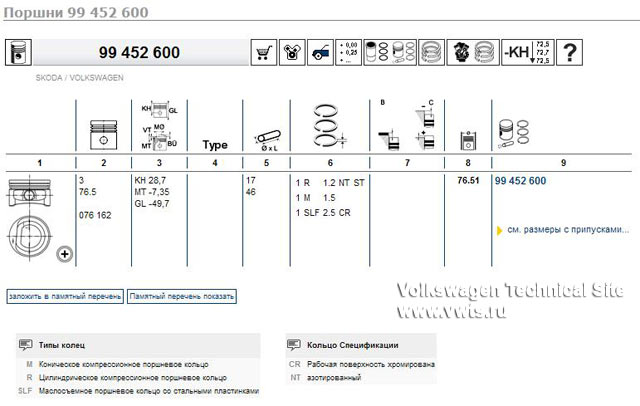
Тепловой зазор между цилиндром и поршнем должен быть 0.035 мм,цилиндр должен быть загильзован,и потом расточен до 76.51 мм.Расчеты выложу чуть ниже
Вот поршень который мы будем устанавливать на мотор

________________________________________
Расчеты:
Поршень имеет размер 76.475 мм(промеряется по юбке поршня)+тепловой зазор 0.035=76.51 мм,то есть тот размер под который надо расточить цилиндр
если растачивать под 76.50 мм,то тепловой зазор будет меньше-что может привезти к заклиниваю поршня.

Выставление фаз ГРМ на 1 вальном моторе
Решил вот сделать небольшой отчет по выставлению фаз ГРМ на этих моторах,да и по просьбе многих участников этого замечательного форума.
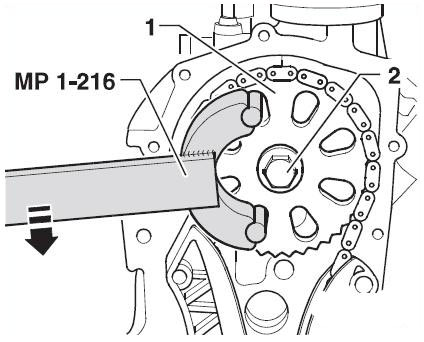
Для установки фаз ГРМ двигателя нам потребуются специальные ключи и приспособления.
1)Ключ для натягивания цепи
2)Блокираторы распределительного и коленчатого вала
3)Динамометрический ключ с головкой «на 16»
4)головка «на 19»,12-гранная
5)трещотка,или вороток(для прокручивания двигателя вручную)
Начнем:
Снимаем клемму с аккумулятора
1.Снимаем переднюю крышку цепи.
2.Снимаем датчик положения распредельного вала(датчик импульсов).
3.Снимаем датчик положения коленчатого вала(датчик импульсов)
4.Выворачиваем свечу 1 цилиндра(если ГБЦ не снята)и нам необходимо убедиться в правильности установки фаз ГРМ.
Вставляем в свечное отверстие шуп от масла или длинную отвертку,как только она подниматься начнет-значит поршень перемещается с НМТ в ВМТ
5.заворачиваем болт шкива коленчатого вала обратно,но уже без шкива,чтобы была возможность прокрутить коленчатый вал вручную
Для установки фаз ГРМ нам нужно чтобы в первом цилиндре был такт сжатия,при этом оба клапана закрыты,поршень должен находится в ВМТ(верхняя мертвая точка).Метки на звездах коленчатого вала и балансировочного вала находились друг напротив друга.
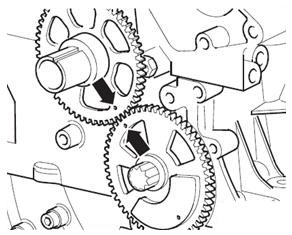
Хочу привлечь внимание к тому,что на звезде балансировочного вала есть 2 метки,нам нужна которая находится ближе к зубьям, а не та,что на «грузило». На рисунке она обозначена стрелкой
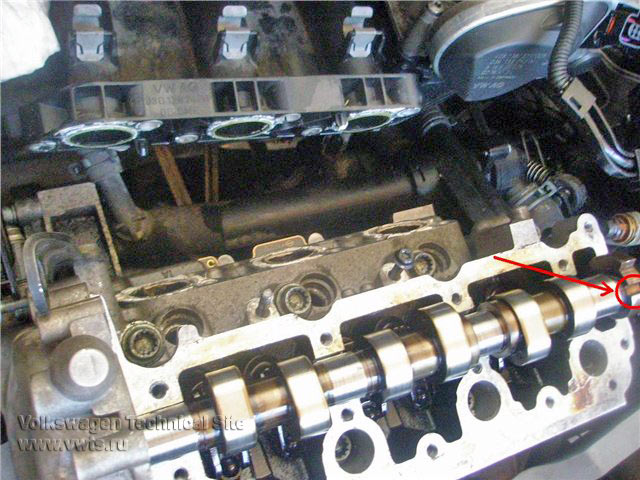
На маховике с внутренне стороны есть паз,он служит для датчика точкой сигнала,о том что первый цилиндр находится в ВМТ, и для блокиратора, чтобы зафиксировать маховик.
На распределельном валу есть паз,который так же служит точкой сигнала,о том,что распредельтельный вал находится в положении такта сжатия в 1 цилиндре,и так же служит пазом для блокиратора,для конечной фиксации вала.
Согласование двух этих электрических сигналов от датчика коленвала,и датчика распредвала,ЭБУ дает оценку,правильно ли у вас выставленны фазы ГРМ,если хотя бы один из датчиков покажет неправильную информацию о положении вала,то при диагностике высветится ошибка,о том,что фазы ГРМ сбиты.
Продолжим:
Как определить что поршень подошел к ВМТ:вместо датчика коленчатого вала пальцем пытаемся затолкнуть блокиратор,трещоткой и головкой «на 19» прокручиваем коленвал,головка одета на болт шкива коленвала.Как только длокиратор «Зашел» в паз,и коленвал заблокировался-нам надо убедиться в том,что правильно все сделали
За 1 оборот распредвала-коленвал делает два,то есть 360 градусов
распредвала=720 градусов коленвала
Если метки на звездах коленвала и балансирового вала совпали-значит мы на пути к успеху,если нет-вытаскиваем блокиратор,и опять прокручиваем на 360 грудусов коленвал,как только блокиратор «провалился»,и коленвал заблокировался-смотрим метки на звездах коленвала и балансировочного вала.
Блокиратор не вынимаем!!
Сейчас мы произвели фиксацию коленватого вала, когда поршень первого цилиндра находится в ВМТ, метки совмещенны-приступаем к ГБЦ
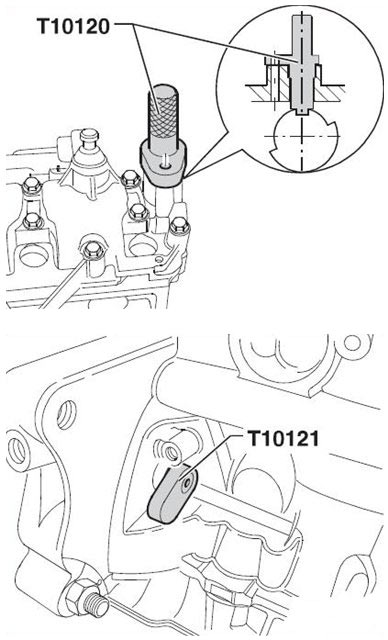
Стрелкой обозначенно куда вставлять блокиратор распредвала,устанавливается вместо датчика положения распредвала

стрелкой обозначен паз в распредельтельном валу,чтобы вам было понятно как он выглядет
1.Вворачиваем болт звезды распредвала,там стоит гайка «на 16»-наживляем «под своим весом» блокиратор и потихонечку прокручиваем по часовой стрелке распредвал,как только под своим весом блокиратор опустится вниз-значит что он вошел в паз РВ,паз РВ находится по одной оси с осью распредвала,не перпендикулярно ему,а по оси распредвала.
Как только блокиратор зафиксировал распредвал-это означает что кулачки находятся в положении такта сжатия первого цилиндра(оба клапана закрыты).
Все,по блокираванию распредвала и коленвала мы работу сделали,остается только натянуть цепи,и ее зафиксировать.
На звезде РВ есть отверсия,под специнструмент,которым мы будет крутить звезду в другом направлении(против часовой стрелки), а болтом затягивать звезду (звезда не имеет фиксаторов на РВ) болт рекомендуется заменять всегда новым!
Сжимаем гидронатяжитель цепи-фиксируем его какой-нибудь шпилькой тоненькой,чтобы шток гидронатяжителя нам не мешал. Планка натяжителя стоит,планка успокоителя цепи стоит на месте, одеваем цепь, как только одели, берем приспособление которым будет прокручивать звезду,болтик звезды немного приоткрутить,чтобы она являлась осью для звезды,и у звезды был «ход». Возможно понадобиться помощник, я делал эту операцию один, было несложно, но всеравно лучше взять с собой трезвого друга, который помог бы затянуть болт звезды распредвала.
Надавливая на ручку приспособления,мы автоматически натягиваем цепь в зоне успокоителя цепи,именно от туда издается лязг цепи,если она болтается,нам надо чтобы этого не было.
Давим на рычаг,так чтобы цепь натянулась,и ее нельзя было пошевелить,помошник пусть закручивает болт звезды распредвала с нужным моментом
20 Нм + довернуть на 90°( 14 оборота)
Как только мы все сделали,отпускаем шток гидронятяжителя.чтобы его шток уперся в плану натяжителя.
Все фазы выставленны!
Вынимаем все блокираторы!!!
Для провери фаз,необходимо убедитьс в том,что поршня не встречаются с клапанами,для этого необходимо аккуратно от руки(с помощью трещотки)прокрутить мотор на 2-4 оборота.Если поршня не встретились-значит вы все сделали правильно,от себя добавлю,прокрутите мотор оборот на 20,чтобы давления масла поднялось,и накачался гидроняжитель цепи..
Собираем все обратно!
Заводим,радуемся!
Замена верхней втулки шатунов.
Если охватывать всю систему масляной магистрали,то надо выявить все места,где возможны "падения" давления масла,утечки,во внимание надо принимать любой износ,царапины,потертости,задиры.
На 2000 обмин маслонасос давит давления по регламенту 2 кгсм2,проверяется манометром давления,шкала до 6 кг,выше брать не советуется,показания могут быть искаженны,погрешности измерения.
Если на шатунных вкладышах "спустит" давление,то уже на втулки верхние шатунов и на ГБЦ попадет меньше давление-отсюда цокот гидрокомпенсаторов и плохая приемистость автомобиля.
На работе на прессе выпрессовал их шатунов втулки,они были в плачевном состоянии.На них был номер,посмотрев каталоги Кольбеншмидта и других изготовителей,пришел к выводу что придется искать подобные и "дружить" их с нашими шатунами.
Наружний диаметр втулок 20.30мм
Внутренний 17.00мм
Ширина втулок 20.050мм(заявлено немецким каталогом,что не является действительностью)
у нас на шатунах стоят
Ширина 17.00мм
Внутр.диаметр 17.00
наружний 20.30 мм
Придется обтачивать по бокам втулки-и нарезать на них фаску,подобной той,что на наших втулках,родных.
Имея возможность-отдал на завод,через 2 часа мне все сделали.Фаски делать обязательно,они служат для направления разбрызгивания масла на бабышки шатуна.
Втулки брал 77 536 690,они по ширине вместо заявленной 20.050 были 20.015 мм.расчеты свелись к тому что с каждой стороны пришлось стачивать 1.525 мм.
Вот втулки после обработки,и после опрессовки.Прессовал обычным гидравлическим прессом,на 15 тон,усилие запрессовки примерно кг 200 где-то.
        
Напомню:после опрессовки обязательно разворачивать внутренний диаметр под размер,т.к при запрессовке он сжимается,палец поршневой с маслом должен там ходить туго туда-сюда,от большого пальца,и не вываливаться просто так
Замеры показали,что при опрессовки внутренний диаметр втулки составил 16.5 мм.Промерил микрометром поршневой палец.Замер составил 16.99 мм,ход пальца во втулке будет тугим(с маслом)что есть хороший результат-то так и оставим.Напомню:палец поршневой должен туго ходить туда-сюда в верхней втулке шатуна,от усилия большого пальца руки,без заедания и чтобы не вываливался.Сегодня отдал на завод шатуны,чтобы рассверлили втулки,разверткой думаю не получится сделать,0.5 мм за один раз не снять.В два захода или три думаю можно,но слишком долго занимающая операция.На станке соблюдается сразу соосновать сверления,чего добиться при развертке очень сложно,какая-бы она не была хорошая....
На днях у меня не получилось хорошо развернуть втулки,из-за неправильных расчетов,палец стучит в шатуне(большой зазор),на заводе сейчас сделают "на словах" все,не по размерам,а подгоном,а потом все промерят
Для ребят кто покупает у меня ремонтные коренные вкладыши для мотора.Внимание!Прежде чем заказывать,не затруднитесь произвести замеры коренных шеек коленчатого вала,для того,чтобы понять,требуются ли они вообще вам,вдруг износ критичен,что даже размеры вкладышей не укладываются в размер вала.
Это требуется для того,чтобы целесообразно ли покупать вкладыши,вдруг при вскрытии мотора окажется что коренные вкладыши не изношенны сильно,зазоры везде в допуске,и коренные вкладыши просто напросто не понадобятся.
Для удобства я сделал небольшую табличку,с пояснением,чтобы не запутаться,к сообщению о покупке вкладышей желательно приложить эту табличку,можно схематично,но чтобы было понятно все.
1)Промеры производить микрометром 25-50 мм,на чистом,сухом коленчатом вале.В четырех положениях,чтобы исключить неправильные замеры,и рассчитать средний показатель замеров для каждой шейки.Если не умеете обращаться с микрометром-отдайте в сервис(где шлифуют коленвалы,или другу кто умеет)
2)Обращу внимание на то,что замеры производить только микрометром(можно электронным,но лучше гладким,механическим).Ни каких штангенциркулей(особенно китайских электронных),только микрометром,ибо показания его будут верны,и с маленькими погрешностями.

Замена направляющих втулок клапанов
По каталогам ETKA и ELSA втулок для нашего мотора нет в продаже.Но немцы любят ставить втулки одного образца на многие моторы,этим я и воспользовался,и решил найти подобные нашим.Скажу сразу,ничем они не отличаются от других,они все одинаковые,что одной фирмы,что другой,разница в цене,материал везде один и тот же.
Параметры клапанов(оригинал) установленных на 1,и 2-вальных моторах.

Для замены нам понадобятся инструменты:
1)Выколотка направляющих втулок 6 мм
2)Оправка втулок 6 мм с дистанционной втулкой ~ 4 мм,буртика ограничивающий посадку на втулках нет,за счет дистанционной втулки можно будет контролировать запрессовку
3)Развертки 6.01мм,6.00 мм
Зазоры для направляющих втулок и клапанов для 1 вальных моторов
Для впуска 0.03 мм
Для выпуска 0.04 мм
Зазоры для направляющих втулок и клапанов для 2 вальных моторов
Для впуска 0.03 мм
Для выпуска 0.04 мм
Замеры показали,что заявленные заводом-производителем размеры стержней клапанов не соответствуют действительности.Они все одного размера.
Параметры направляющей втулки клапанов

Внимание!При замене направляющих втулок-обязательно разворачивать седла ГБЦ под нужный угол,потому что меняется ось втулка-седло ГБЦ в следствии замены
Размеры седел ГБЦ и углы под которые надо разворачивать седла
 
Для впускного клапана

Для выпускного клапана

Чтобы было понятно по обозначениям

размеры фрез

Головка блока после ремонта(шлифовка+замена направляющих втулок ГБЦ,развертывание направляющих,нарезание фасок на седлах под углы,замена МСК)
Нарезание фасок делали на станке с ЧПУ,расточной станок специальный для ГБЦ(цена его со слов рабочего порядка 50 000 зеленых,впечатляет цена)
    
    
Мы любим Вас и Skoda, Only-Skoda.ru
|
|
| |
















